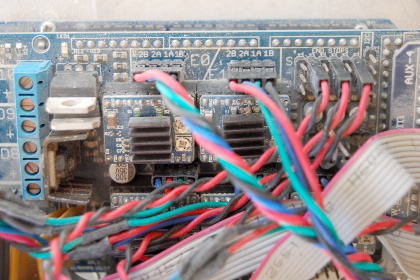
Ramps board –
So now you have two stepper motors, one from the auger and one from the ram that need to be connecting to your Ramps Board. This board sits over the Arduino and along with the LCD screen makes up your electronic controller. On the ramps board there are connector pins and drivers, E0 and E1. E represents the feed rate in the gcode andit is the speed the material being printed is feed to the printhead. Plug the auger motor into E0 and the Ram motor into E1. Tune the motor driveres as required.
Marlin Firmware –
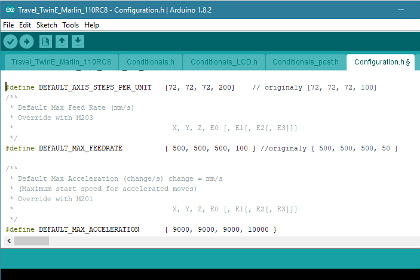
If you were to use the Marlin Firmware from the original 2013 JK delta the ram and auger will turn at the same speed according to the filament flow rate set when slicing. You will need to use the latest version of Marlin as this allows for the use of the gcode M163 that can set a mix factor for the E0 and E1. I have a video here explaining the settings for the Marlin Firmware. Download the latest version of Marlin from their website and from the documentation on the Marlin Website and my video you should be able to set up your firmware. There is one point I would not have covered in the video and that is the need to increase the DEFAULT_AXIS_STEPS_PER_UNIT for the E0/E1 motors. This is found in Configuration.h, the only tab in marlin you should need to look at and is under ‘Movement Settings’. You are looking for #define DEFAULT_AXIS_STEPS_PER_UNIT {72, 72, 72, 100}. The bracketed numbers denote the X,Y,Z,E0/E1 number of steps. By changing the E0/E1 steps from 100 to 200 the auger and ram will turn twice as faster.
Slicing gcode –
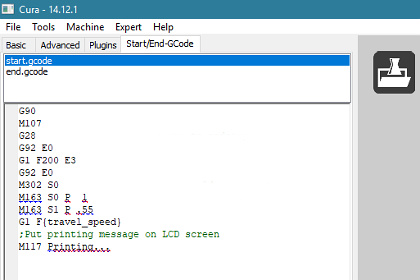
I use Cura as my slicing software and there is documentation here on how I set it up. Not covered is how to add the M163 gcode into the slicing header or start gcode. The image to the right image is how this should look. There is further reference here on the Marlin website. Confusingly the gcode line uses S0 for the E0 motor and S1 for the E1 motor. I have found that the ratio of a balance between the clay feed from the ram and clay extrusion from the auger can change from clay to clay and with different nozzles so you will need to experiment to find the best settings for your setup. I would suggest start with S0 P1 and S1 P1, an equal balance and go from there. |